


Агульныя тэхналогіі
GB / T19228.2-2011
Агульныя тэхнічныя патрабаванні да трубы з нержавеючай сталі
GB / T19228-2011 заснаваны на GB / T12771-2008, таму наступныя тэхнічныя патрабаванні распаўсюджваюцца і на іншыя трубы агульнага прызначэння з нержавеючай сталі.
Ⅰ. Памер і памяркоўнасць
Круглявасць: дапушчальнае адхіленне вонкавага дыяметра C складае ± 0,5% D, DN150-300, 0,75% D ніжэй DN150;
Таўшчыня: Дапушчальнае адхіленне: ± 10% S;
Даўжыня: 3000-9000 мм, таксама можа быць настроена па меры неабходнасці, дапушчальнае адхіленне: 0 ~ +20 мм;
Ступень выгібу: 2 мм / М;
Нахіл: нахіл порта сталёвай трубы павінен адпавядаць патрабаванням у наступнай табліцы.
Ⅱ. Метад разліку вагі
Трубка з нержавеючай сталі звычайна пастаўляецца ў адпаведнасці з тэарэтычным вагой, а таксама можа быць пастаўлена ў адпаведнасці з рэальным вагой пасля ўзгаднення. Пры пастаўцы ў адпаведнасці з тэарэтычным вагой тэарэтычны вага разлічваецца па формуле (I)
| Ушчыльненне з нержавеючай сталі і тэарэтычная формула вагі | |||||
| Не | Новы клас | Стары клас | Шчыльнасць | Пераўтвораная формула | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7,93 | Ш = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7,90 | Ш = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | Ш = 0,025 13S, DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | Ш = 0,025 13S, DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7,77 | Ш = 0,024 35S, DS) | |
| Касое аддзяленне трубкі з нержавеючай сталі | |
| Вонкавы дыяметр трубкі | 切 斜 ≤ Касое≤ |
| ≤20 | 1.5 |
| > 20-50 | 2,0 |
| > 50-108 | 3,0 |
w = π ‰ S (DS) ρ ………………. (1)
нататка:
Ш - тэарэтычная вага сталёвай трубы ў кілаграмах на метр (кг / м);
Π = 3,1416;
S - намінальная таўшчыня сценкі сталёвай трубы ў міліметрах (мм);
D - намінальны вонкавы дыяметр сталёвай трубы, у міліметрах (мм):
P - Шчыльнасць нержавеючай сталі ў кг / дм3, калі ласка, праверце наступную табліцу на прадмет шчыльнасці кожнага гатунку.
| Тэхнічныя патрабаванні | |||
| Марка матэрыялу і прыдатныя ўмовы сталёвай трубы павінны адпавядаць наступным патрабаванням | |||
| Не | Новы клас | Стары клас | Прыдатныя ўмовы |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Пітная вычышчаная вада, штодзённая пітная вада, паветра, медыцынскі газ, халодная вада, гарачая вада і г.д. |
| Пітная вычышчаная вада, халодная вада, гарачая вада і г.д. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Праграмы, якія патрабуюць больш высокай каразійнай устойлівасці, чым 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Праграмы, якія патрабуюць больш высокай каразійнай устойлівасці, чым 06Cr17Ni12Mo2 |
Прыдатная серада з больш высокімі іёнамі кіслароду ў асяроддзі
| Клас і хімічны склад труб з нержавеючай сталі (аналіз плаўлення) | ||
| Не | Адзіны лічбавы код | Хімічны склад (масавая доля) /% |
| Механічныя ўласцівасці сталёвай трубы павінны адпавядаць патрабаванням, прыведзеным у наступнай табліцы。 |
Указаная непрапарцыйная сіла падаўжэння
Трываласць на разрыў Rm / Мпа
Падаўжэнне пасля пералому A /%
Статус тэрмічнай апрацоўкі
Статус нетэрмаапрацоўкі
Вітрына прадукту
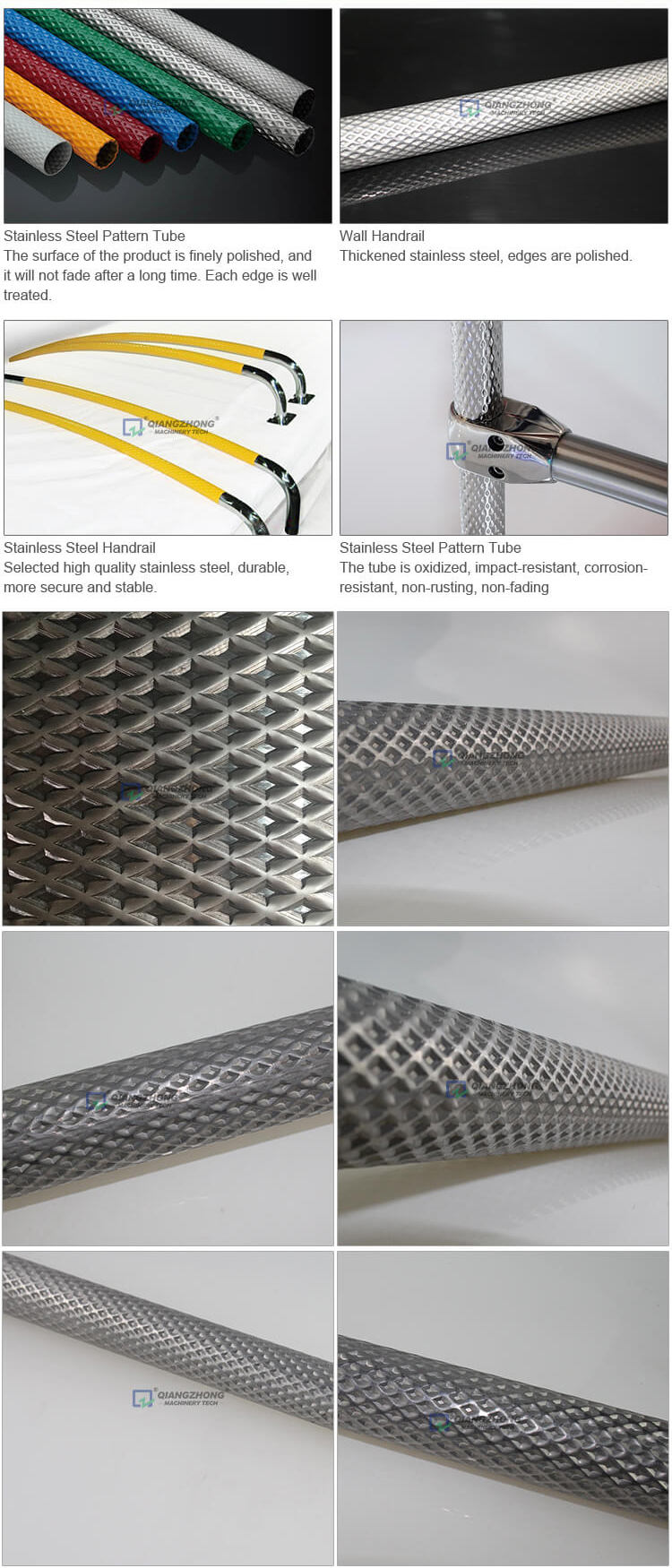
Справа на выраб
Апісанне
Трубка з нержавеючай сталі
- Трубка ў асноўным зварная трубка або карціна, звычайна выкарыстоўваецца ў якасці поручняў або ўпрыгожванняў, матэрыялам якіх, як правіла, з'яўляецца нержавеючая сталь 304 альбо лепш. Яго вытворчы працэс заключаецца ў тым, што спачатку прэсуюць малюнак трубы сталёвай паласой, а затым агульнай ліццёвай зваркай і, нарэшце, марынаваннем і паліроўкай.
- Як правіла, гэта алмазны малюнак альбо кругавы ўзор, прымаючы цісненне сталёвай паласы і зварку сталёвай шпулькі.
Яго дыяметр звычайна складае 22 мм-48 мм, асноўнае прымяненне: упрыгожванне дома, поручні лесвічных барыкад, ручкі для труб, поручні для аўтамабіляў і г.д.
| φ25 х 1,5φ32 х 1,5 | Аўтамабіль, аўтобус |
| φ30 х 2,0 | Японія |
| φ32 x 2φ32 x 2.5 | Кітай |
| φ35 x1,5φ35 x 2,0 φ35 х 2,5 φ35 х 3,0 |
Ганконг, Паўднёвая Карэя |
| φ38 х 2,0х38 х 2,5 φ38 х 3,0 |
ЕС |
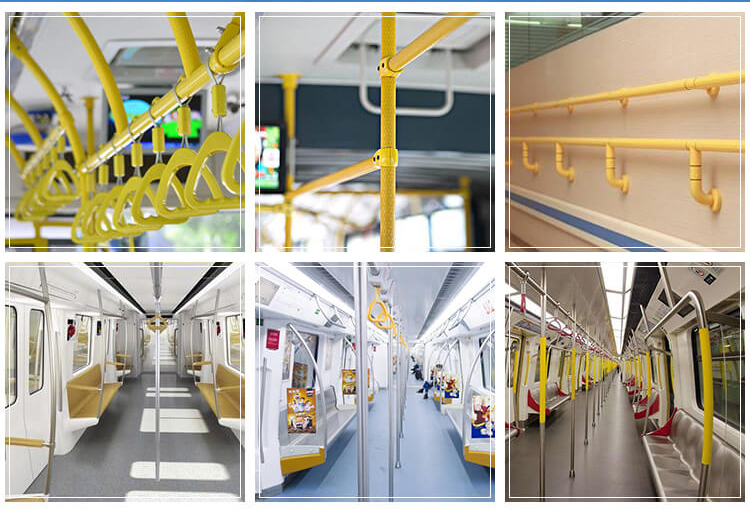
Паручнік з нержавеючай сталі, Паручнік для сцен, Паручнік для інвалідаў
Гэты прадукт мае новую структуру і перадавыя тэхналогіі. У адпаведнасці з характарыстыкамі поручня, арганічнае спалучэнне адлівак і трубы забяспечвае высокую трываласць і гладкія лініі паверхні поручня. Працэс зрошчвання парэнчаў вырашае праблему з тым, што некаторыя куты пасля зваркі парэнчаў не могуць быць апрацаваны паверхняй. У адпаведнасці з тэхнічнымі патрабаваннямі, паверхню поручня можна апрацоўваць шчоткай, пяскоструйнай апрацоўкай, накаткай, афарбоўкай распыленнем і фармоўкай з распылення. Пасля паверхню апрацоўваюць у спецыяльным працэсе супраць забруджвання, робячы яе прыгожай, без алею і лёгка чысціць. Спецыяльны працэс зваркі для вырабу парэнчаў ажыццяўляецца з усіх бакоў з пункту гледжання эксплуатацыі, абсталявання і параметраў працэсу, каб забяспечыць якасць зваркі.
| φ25 х 1,5φ32 х 1,5 | Аўтамабіль, аўтобус |
| φ30 х 1.2 | Японія |
| φ32 x 2φ32 x 2.5 | Кітай |
| φ35 x 2,0φ35 x 2,5 φ35 х 3,0 |
Ганконг, Паўднёвая Карэя |
| φ38 х 2,0х38 х 2,5 φ38 х 3,0 |
ЕС |





